
Журнал контроля сварных соединений неразрушающими методами
|
212 ₽ Без учета НДС |
На заказ |
Опции
При кол-ве страниц от 48 до 96 минимальный тираж 10 штук
При кол-ве страниц от 100 и более минимальный тираж 5 штук
| 1 | Мягкая обложка |
|
Мягкий переплет - один из наиболее недорогих и быстропроизводимых. По вашему желанию обложку можно заламинировать. После того, как обложка готова и блок отпечатан, происходит их скрепление с блоком страниц. Мягкий переплет из-за простоты исполнения и доступной цены является наиболее популярным и одним из самых доступных видов переплета. |
| 2 | Твердая обложка |
|
Твердый переплет отличается высокими эксплуатационными характеристиками и более эстетическим видом. При выборе бумвинила доступно также тиснение. |
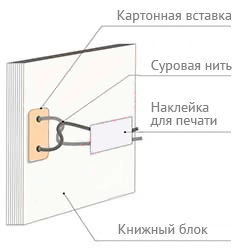
| 1 | Прошнуровать |
|
+ 55 ₽ для мягкого переплета + 73 ₽ для твердого переплета |
Вы получаете печатную продукцию прошнурованной и c местом для вашей печати в соответствии с действующими нормативными документами:
- СТ Р 7.0.8-2013. Делопроизводство и архивное дело. Термины и определения
- ГОСТ 17914-72. Обложки дел длительных сроков хранения. Типы, размеры и технические требования
| 2 | Отверстия для прошивки |
|
+ 19 ₽ для мягкого переплета + 37 ₽ для твердого переплета |
Мы снабжаем журнал отверстиями для шнуровки, а все остальное - за вами
0 ₽ для ч/б логотипа
ВНИМАНИЕ! Для бумвинила возможен только монохромный логотип выполненный методом тиснения
Логотип размещается по центру журнала перед его названием. Добавление логотипа на обложку - хороший способ брендировать журнал.
+ 20 ₽ для ватмана
ВНИМАНИЕ! Хром-эрзац и твердый переплет не ламинируется
Покрытие мягкой обложки пленкой позволит надолго сохранить привлекательный внешний вид журнала и надежно защитит обложку от загрязнения и механических повреждений. Основное назначение горячего ламинирования - защита изображения от различных внешних воздействий (например, пролитых чая или кофе), однако есть и другое преимущество - улучшение качества изображения - его контрастности и "сочности" цветов. Благодаря эффекту "проявления" недорогая бумага с ламинированием приобретает вид фотобумаги.
Характеристики
| Формат: | А4 | |
| Ориентация: | альбомная | |
| Кол-во страниц: | 20-600 |
Описание
Журнал контроля сварных соединений неразрушающими методами
Форма журнала контроля сварных соединений неразрушающими методами соответствует РД-08.00-60.30.00-КТН-046-1-05. Руководящий документ. Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов" (утв. ОАО "АК "Транснефть" 08.12.2005), ВСН 362-87. Изготовление, монтаж и испытание технологических трубопроводов на Ру до 10 МПа".
К неразрушающим методам контроля качества сварных соединений относят внешний осмотр, контроль на непроницаемость (или герметичность) конструкций, контроль для обнаружения дефектов, выходящих на поверхность, контроль скрытых и внутренних дефектов.
Внешний осмотр и обмеры сварных швов - наиболее простые и широко распространенные способы контроля их качества.
Они являются первыми контрольными операциями по приемке готового сварного узла или изделия. Этим видам контроля подвергают все сварные швы независимо от того, как они будут испытаны в дальнейшем. Внешним осмотром сварных швов выявляют наружные дефекты: непровары, наплывы, подрезы, наружные трещины и поры, смещение свариваемых кромок деталей и т.п. Визуальный осмотр производят как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
Обмеры сварных швов позволяют судить о качестве сварного соединения: недостаточное сечение шва уменьшает его прочность, слишком большое - увеличивает внутренние напряжения и деформации. Размеры сечения готового шва проверяют по его параметрам в зависимости от типа соединения. У стыкового шва проверяют его ширину, высоту, размер выпуклости со стороны корня шва, в угловом - измеряют катет. Замеренные параметры должны соответствовать ТУ или ГОСТам. Размеры сварных швов контролируют обычно измерительными инструментами или специальными шаблонами.
Внешний осмотр и обмеры сварных швов не дают возможности окончательно судить о качестве сварки. Они устанавливают только внешние дефекты шва и позволяют определить их сомнительные участки, которые могут быть проверены более точными способами.
Контроль непроницаемости сварных швов и соединений. Сварные швы и соединения ряда изделий и сооружений должны отвечать требованиям непроницаемости (герметичности) для различных жидкостей и газов. Учитывая это, во многих сварных конструкциях (емкости, трубопроводы, химическая аппаратура и т.д.) сварные швы подвергают контролю на непроницаемость. Этот вид контроля производится после окончания монтажа или изготовления конструкции.
Дефекты, выявленные внешним осмотром, устраняются до начала испытаний. Непроницаемость сварных швов контролируют следующими методами: капиллярным (керосином), химическим (аммиаком), пузырьковым (воздушным или гидравлическим давлением), вакуумированием или газоэлектрическими течеискателями.
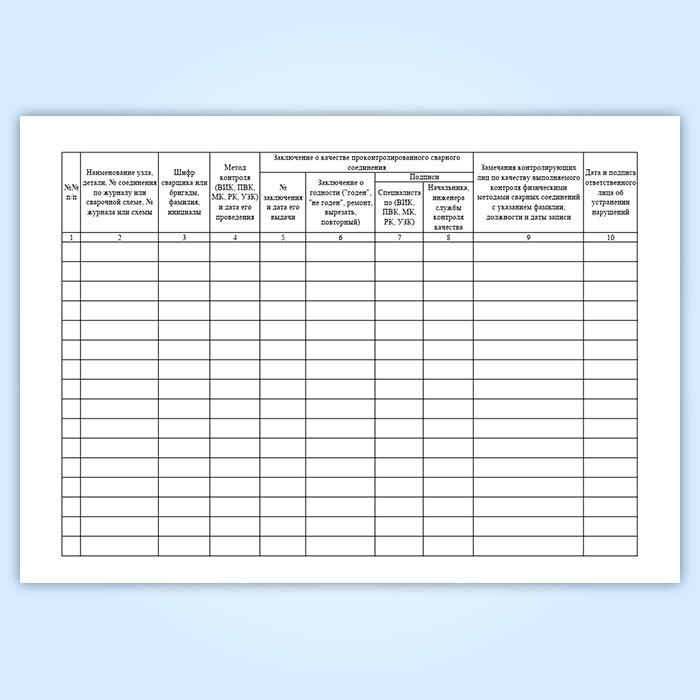
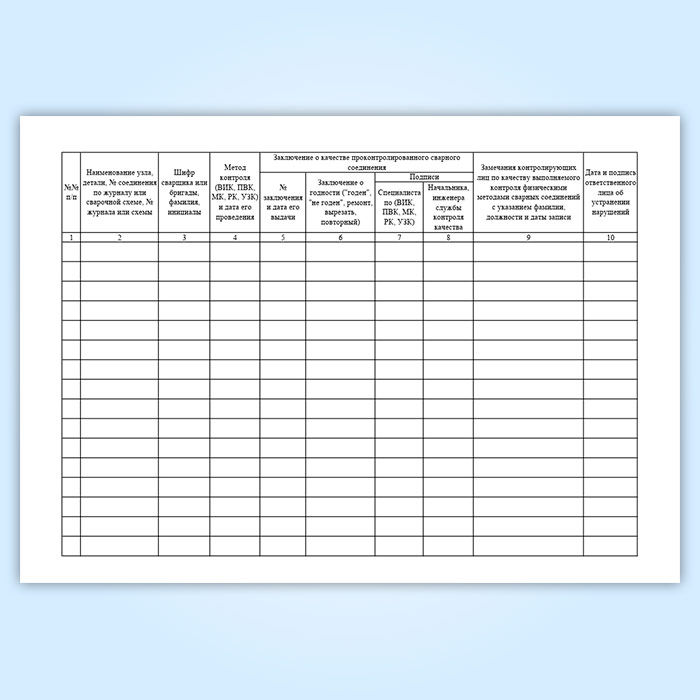
Журнал контроля сварных соединений неразрушающими методами имеет графы:
1. п/п
2. Наименование узла, детали, соединения по журналу или сварочной схеме, журнала или схемы
3. Шифр сварщика или бригады, фамилия, инициалы
4. Метод контроля (ВИК, ПВК, МК, РК, УЗК) и дата его проведения
5-8. Заключение о качестве проконтролированного сварного
- заключения и дата его выдачи
- Заключение о годности ("годен", "не годен", ремонт, вырезать, повторный)
- подпись Специалиста по (ВИК, ПВК, МК, РК, УЗК)
- подпись Начальника, инженера службы контроля качества
9. Замечания контролирующих лиц по качеству выполняемого контроля физическими методами сварных соединений с указанием фамилии, должности и даты записи
10. Дата и подпись ответственного лица об устранении нарушений
См. также Журнал контроля сварных соединений неразрушающими методами, у которого на 6 граф больше.
Макет для ознакомления
Скачать форму журнала в формате PDF
